


Sommaire
Les principales alternatives au sablage traditionnel couvrent l’aérogommage, le décapage cryogénique, le laser et les ultrasons. Chaque méthode est présentée avec son principe, ses atouts et les cas d’usage concrets qui justifient son choix.
L’aérogommage et le microbillage comme alternative au sablage
Le sablage classique projette un abrasif à haute pression, généralement à partir de 7 bar. Cette intensité permet un décapage rapide, mais elle génère beaucoup de poussière et augmente les contraintes de sécurité pour les opérateurs. C’est pour cette raison que plusieurs techniques de décapage plus maîtrisées se sont imposées comme alternatives au sablage.
Parmi ces options, l’aérogommage occupe une place centrale pour les supports qui ne tolèrent pas un traitement trop agressif. Ce procédé apporte un meilleur contrôle de l’impact mécanique et limite les risques d’altération sur les matériaux sensibles.

Comment fonctionne l’aérogommage et pourquoi le choisir ?
L’aérogommage mélange de l’air comprimé à basse pression, entre 0,5 et 4 bars, avec un abrasif fin d’origine minérale ou naturelle. Contrairement au sablage traditionnel, il travaille sans solvants ni produits toxiques et permet d’ajuster la puissance selon le support. Cette souplesse améliore la précision, notamment sur le bois, la pierre tendre ou certaines pièces métalliques.
En conditions réelles, un réglage précis de la pression permet d’enlever les couches à retirer sans attaquer inutilement le matériau. Cela se traduit aussi par une réduction notable du bruit et de la poussière, deux paramètres qui pèsent sur les conditions d’intervention en espace confiné ou en site patrimonial.
L’hydrogommage et le microbillage pour les surfaces délicates
Lorsque la poussière doit être contenue, l’aérogommage peut être couplé à une légère brumisation d’eau : c’est l’hydrogommage. Cette variante est souvent retenue pour les façades en pierre, surtout en environnement urbain ou patrimonial, où la dispersion des particules devient un critère décisif.
- Hydrogommage : procédé dérivé de l’aérogommage avec ajout d’eau, utile quand la maîtrise des poussières prime sur la vitesse d’exécution.
- Microbillage : projection de billes de verre pour nettoyer ou uniformiser l’inox et l’aluminium avec un effet mécanique limité.
- Abrasifs végétaux : coquilles de noix, noyaux de fruits ou maïs, employés pour des nettoyages légers sur supports très fragiles.
- Bicarbonate de soude : abrasif doux, soluble et biodégradable, adapté aux pièces fines et à certains nettoyages de surfaces sensibles.
Le microbillage reste à privilégier quand la surface est sensible et que l’état de finition compte autant que le nettoyage. À l’inverse d’un décapage intensif, il cherche surtout à préserver l’aspect du support, avec un impact réduit sur les reliefs fins.
Quel abrasif choisir selon le matériau à traiter ?
Le bon choix dépend de la dureté Mohs de l’abrasif comparée à celle du matériau à traiter. La granulométrie joue tout autant : plus elle est grossière, plus le décapage est énergique; plus elle est fine, plus le travail gagne en contrôle. Ce réglage permet de passer d’un nettoyage délicat à un décapage intensif sans revenir au sablage traditionnel.
En pratique sur ligne de production comme en chantier, le choix s’oriente souvent entre alumine, grenat, billes de verre, végétaux ou bicarbonate de soude, selon l’état de surface attendu et la sensibilité du support. Une pièce de précision n’appelle pas le même média qu’un béton encrassé : l’état de surface attendu et la sensibilité du support restent les deux critères de sélection déterminants.
| Abrasif | Dureté Mohs | Application principale | Réutilisable |
| Garnet (grenat) | 7,5–8 | Bois, pierre, métal, brique | 5–6 fois |
| Silicate d’alumine | 6–7 | Façades, bois, béton | Limité |
| Bicarbonate de soude | 2,5 | Pièces de précision, graffitis | Non |
| Billes de verre | 5,5 | Inox, aluminium (finition satinée) | Partiel |
| Abrasifs végétaux | 2–3 | Surfaces très fragiles | Non |
Les avantages d'un sablage cryogénique face aux décapages classiques
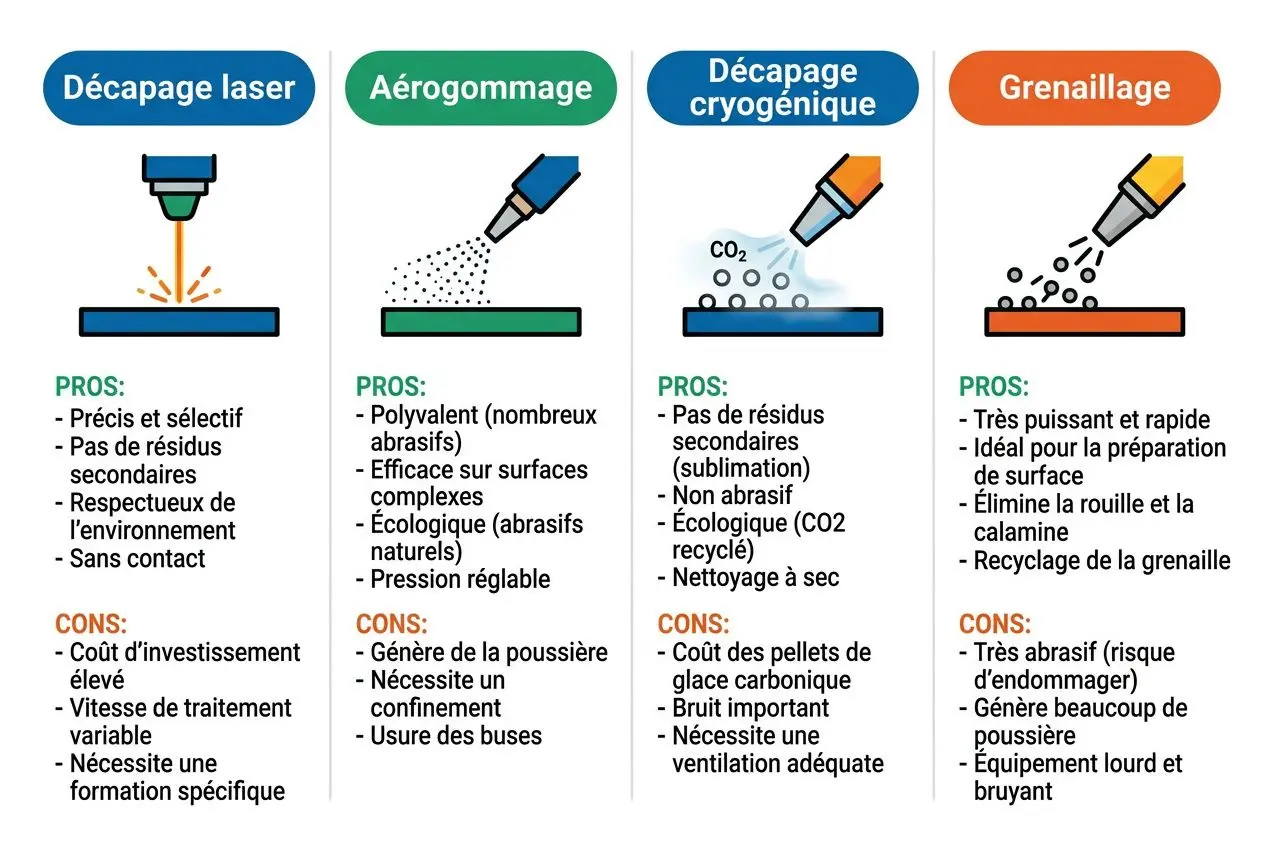
Le décapage cryogénique occupe une place spécifique parmi les systèmes de nettoyage industriels. Il n'emploie ni eau, ni abrasif classique, ni produit chimique, et ne génère pas de déchet secondaire sur la pièce traitée. La page sablage cryogénique détaille les applications industrielles par secteur.
Comment fonctionne le décapage cryogénique ?
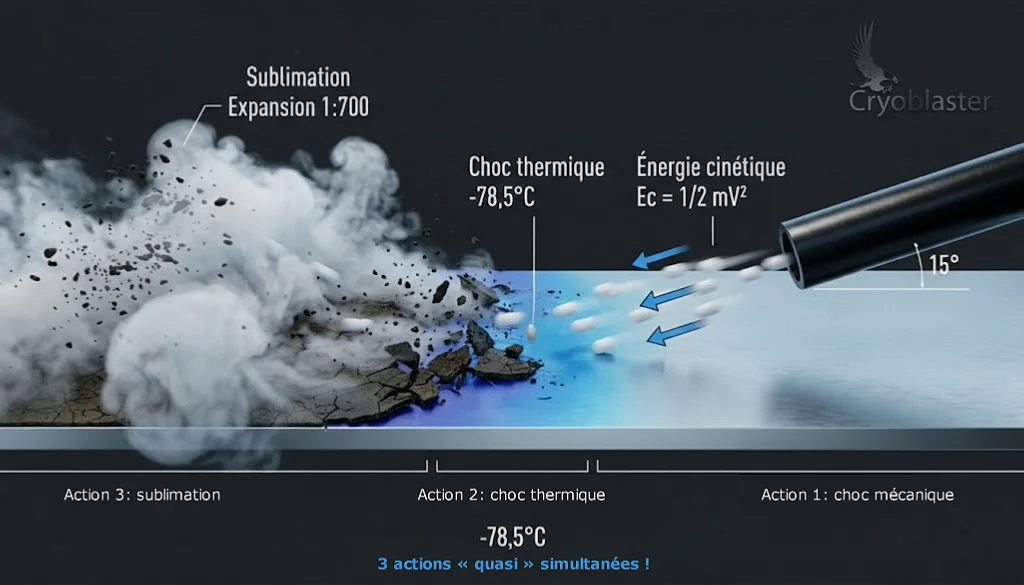
La différence avec un abrasif de sablage classique tient au média projeté. Lors d'un sablage cryogénique, les pellets de glace carbonique ont une dureté d'environ 2 Mohs, soit l'équivalent de la craie : ils décollent les dépôts sans user le support par abrasion mécanique. En conditions réelles, la cadence obtenue est souvent 2 à 8 fois supérieure à celle des méthodes plus traditionnelles.
- Énergie cinétique : elle provoque des micro-fissures dans la couche de résidus et facilite son décollement.
- Choc thermique à -80 °C : il rétracte et fragilise instantanément les contaminants.
- Sublimation du CO₂ : une fois le résidu décollé, le gaz l'emporte sans phase liquide ni matière secondaire à récupérer sur le support.
Cette logique a toutefois une limite claire. Le procédé enlève la fleur de rouille superficielle, mais il ne traite pas les oxydes profonds. Le bon choix dépend de l'état réel de la pièce : sur des surfaces fortement corrodées, un essai préalable reste préférable avant d'engager un décapage complet.
Grenaillage, ultrasons et décapage chimique en comparaison
Le décapage par grenaille métallique reste très utilisé pour la préparation de surfaces avant peinture, car il crée la rugosité recherchée pour l'adhérence des revêtements. À l'inverse, dès qu'il faut intervenir sur des pièces délicates ou éviter tout média résiduel, le cryogénique prend l'avantage.
Le décapage chimique garde sa place quand l'immersion est possible et que la géométrie impose un traitement homogène. Il faut en revanche intégrer les étapes annexes : rinçage, séchage, parfois ponçage. Les ultrasons répondent à une autre contrainte, avec un accès efficace aux zones complexes, mais uniquement si la pièce peut être plongée dans un bain.
| Méthode | Principe | Avantage clé | Limite principale |
| Grenaillage | Grenaille métallique projetée | Rugosité adaptée à l'adhérence des revêtements | Peu adapté aux pièces délicates |
| Décapage chimique | Immersion en bain acide ou solvant | Pas de résidus solides | Rinçage, séchage, ponçage requis |
| Ultrasons (cavitation) | Bain + ondes ≥ 20 kHz | Accès aux zones difficiles | Pièce immergée obligatoire |
| Four à pyrolyse | Thermique (combustion des revêtements) | Efficace sur peintures multicouches | Pièces démontées nécessaires |
| Cryogénique | Pellets CO₂ à vitesse supersonique | Sans déchets secondaires, rapide | Rouille profonde non traitée |
Choisir la bonne alternative selon le support et l'abrasif
Le bon choix dépend de la nature du support, du type de pollution et des contraintes du site. En atelier comme en chantier, il faut raisonner à partir du résultat attendu : simple nettoyage, décapage, préparation de surface ou traitement avant revêtement.
Le décapage laser, une alternative sans abrasif ni consommable
Une machine de nettoyage laser élimine les contaminants par ablation, sans abrasif, sans eau et sans procédé chimique. Les résidus sont donc limités, et le matériau sous-jacent reste préservé quand les réglages sont adaptés. Le procédé convient surtout là où la répétabilité et la traçabilité du résultat priment sur le coût d'investissement.
- Reproductibilité : le procédé s'automatise facilement et réduit la variabilité liée au geste opérateur.
- Sans consommable de projection : pas d'abrasif à stocker, recycler ou remplacer; les particules extraites sont captées par une filtration adaptée.
- Souplesse d'intégration : le nettoyage au laser s'emploie sur de petites et de grandes pièces, avec des équipements fixes ou mobiles selon l'application.
En pratique sur ligne de production, l'amortissement de l'équipement laser se calcule sur le volume de pièces traitées par cycle, pas sur le coût à la passe. Ce que le procédé change concrètement : sur pièces peintes ou oxydées, aucune préparation mécanique préalable n'est nécessaire, et l'impact thermique reste inférieur à quelques dixièmes de millimètre de profondeur.
Critères de choix entre les différentes méthodes de décapage
Le choix d'une méthode repose d'abord sur la compatibilité entre le support et le média projeté, ou sur l'absence de projection dans le cas du laser. Pour l'aérogommage et le sablage, la différence se joue sur la pression, la granulométrie, la dureté de l'abrasif et la forme des grains. Ces paramètres conditionnent l'agressivité du décapage, la finition obtenue et le niveau de risque pour la surface.
- Supports délicats : l'aérogommage à basse pression, avec du bicarbonate ou un abrasif végétal, est à privilégier quand la surface est sensible; l'hydrogommage devient pertinent si la poussière doit être contenue.
- Métaux et grandes structures : le grenaillage reste adapté à la préparation de surface avant peinture ou revêtement, surtout lorsqu'il faut retirer des couches épaisses ou homogénéiser l'état de surface.
- Sites en activité ou environnements sensibles : le décapage cryogénique convient bien lorsqu'il faut éviter les résidus secondaires, notamment en agroalimentaire, pharmaceutique ou sur équipements électriques.
- Zones techniques à forte exigence : le nettoyage au laser répond aux besoins de précision et d'automatisation sur des opérations répétées.
En conditions réelles, aucune technique ne couvre tous les cas. Dès que les oxydes sont épais, l'aérogommage et l'hydrogommage manquent d'énergie cinétique; le décapage cryogénique, lui, perd en efficacité sur les dépôts très liés. Un procédé plus énergique, voire chimique selon le support, prend alors le relais.
Foire aux questions
Quelle est la différence entre le sablage et l'aérogommage ?
Le sablage utilise un abrasif plus agressif, projeté à haute pression, généralement à partir de 7 bars. Ce procédé de décapage crée une rugosité marquée et produit beaucoup de poussière.
L'aérogommage, lui, fonctionne à basse pression, entre 0,5 et 4 bars, avec un abrasif plus fin, souvent d'origine naturelle. Il permet un décapage plus précis, à privilégier quand la surface est sensible : bois, pierre ou métal fin conservent mieux leurs détails, avec moins d'émissions de poussière et un meilleur niveau de sécurité pour l'environnement de travail.
Pourquoi le sablage à la silice est-il interdit en France ?
En France, le sablage sec est interdit dès que l'abrasif contient plus de 5 % de silice libre. Le sable de silice dépasse largement ce seuil, souvent à 90 % ou davantage.
La raison est sanitaire : l'inhalation de poussières fines expose directement les opérateurs à la silicose. Cette interdiction a orienté l'industrie vers l'aérogommage, le grenaillage, le nettoyage cryogénique ou le laser, le bon choix dépend de la surface, du niveau de finition attendu et des contraintes d'exploitation.
Quel procédé choisir pour un décapage en milieu industriel actif ?
En pratique, sur ligne de production, le nettoyage cryogénique constitue souvent une alternative pertinente aux méthodes mécaniques de décapage. Il ne génère pas de déchet secondaire, limite les démontages et peut intervenir sans arrêt complet de ligne.
Ce que le procédé change concrètement : la glace carbonique étant non conductrice, certaines opérations restent possibles sur des surfaces sous tension non capotées, sous réserve d'une analyse préalable des conditions de sécurité. Pour des zones traitées hors production, l'aérogommage ou le grenaillage restent adaptés selon le support, l'état du résidu et le niveau d'attaque recherché avec l'abrasif.